Estudo de caso: Recuperação de calor residual de usina de biogás para isolamento de digestor anaeróbico
Estudo de caso: Recuperação de calor residual de usina de biogás para isolamento de digestor anaeróbico
I. Visão Geral do Projeto
Este projeto está localizado em um parque industrial de criação de gado e aves de grande-escala na Baviera, Alemanha. Está equipado com uma usina de biogás de médio-tamanho e um sistema de tratamento por fermentação anaeróbica, cuja função principal é tratar esterco de gado e aves e águas residuais de reprodução geradas por fazendas-de grande escala no parque. O biogás é produzido através de fermentação anaeróbica para geração de energia, ao mesmo tempo em que realiza a utilização de recursos de resíduos e descarga ambientalmente compatível. A escala total de tratamento do projeto é de 120 toneladas de esterco de gado e aves e 300 metros cúbicos de águas residuais de criação por dia, equipado com 2 conjuntos de grupos geradores de biogás de 100 kW e 8 digestores anaeróbios intestinais biônicos com volume de 2.000 metros cúbicos cada. As matérias-primas da fermentação entram nos digestores anaeróbicos após o pré-tratamento, e o biogás é produzido através do metabolismo microbiano a uma temperatura adequada. Após o tratamento de purificação, o biogás é enviado aos grupos geradores para geração de energia. Todo o calor residual gerado durante o processo de geração de energia é recuperado e utilizado para isolamento de temperatura constante dos digestores anaeróbicos, formando um-sistema de utilização de energia em circuito fechado de "fermentação anaeróbica para produção de biogás - geração de energia de biogás - recuperação de calor residual para isolamento - melhoria da eficiência da fermentação".
Antes da implementação do projeto, o isolamento de inverno dos digestores anaeróbicos adotava principalmente o método de aquecimento elétrico auxiliado por aquecimento por caldeira a vapor, que apresentava problemas de alto consumo de energia, efeito de isolamento instável, alto custo de operação e sério desperdício de energia. Especialmente no ambiente frio e úmido do inverno na Baviera, era difícil manter a temperatura dentro dos digestores anaeróbicos de forma estável na faixa adequada para a fermentação mesófila, resultando em grandes flutuações na produção de biogás e afetando a eficiência da geração de energia. Para resolver os problemas acima, o projeto introduziu a tecnologia de recuperação de calor residual de geração de energia de biogás e selecionou especialmente a Changzhou Vrcooler Refrigeration Co., Ltd. (VRCOOLER) - um fabricante líder de equipamentos industriais de troca de calor - para projetar e produzir as principais unidades de recuperação de calor residual. Estas unidades de recuperação de calor residual adotam uma estrutura de tubo aletado, que pode efetivamente expandir a área de troca de calor e melhorar a eficiência da recuperação de calor, garantindo a recuperação eficiente do calor residual dos gases de combustão e do calor residual da água da camisa do cilindro gerado durante a operação dos grupos geradores para o isolamento de digestores anaeróbicos, realizando a utilização de energia em cascata, reduzindo os custos de operação e melhorando a estabilidade do sistema.

II. Tecnologia Central e Design de Processos
(I)Princípio Técnico Básico
Quando o grupo gerador de biogás está em operação, apenas 35% -42% da energia gerada pela combustão do combustível é convertida em energia elétrica, e os 58% -65% restantes da energia são dissipados na forma de calor residual dos gases de combustão (temperatura de até 600 graus) e calor residual da água da camisa do cilindro (temperatura de cerca de 90 graus). A emissão direta não só causa desperdício de energia, mas também aumenta a poluição térmica ambiental. Durante o processo de fermentação anaeróbica, a atividade microbiana é sensível à temperatura. Na fermentação mesofílica (35-40 graus), a atividade do metanogênio é ideal e a produção de biogás e a eficiência da fermentação são as mais altas. No entanto, a temperatura ambiente é baixa no inverno e os digestores anaeróbicos dissipam o calor rapidamente, exigindo um fornecimento contínuo de calor para manter uma temperatura constante no interior dos digestores. Através do sistema de recuperação de calor residual, este projeto recupera e troca o calor residual dissipado durante a geração de energia, depois transporta-o para os digestores anaeróbicos para fornecer uma fonte de calor estável, substituindo os métodos tradicionais de aquecimento eléctrico e aquecimento por caldeira a vapor, e atingindo os objectivos de "reciclagem de energia, redução de custos e aumento de eficiência, e protecção ambiental e poupança de energia".
(II) Composição do Sistema de Processo
O sistema de recuperação de calor residual e isolamento do digestor anaeróbico deste projeto é composto principalmente por 4 partes, que operam sinergicamente para garantir recuperação eficiente de calor residual, transporte estável e controle preciso da temperatura dos digestores anaeróbicos, como segue:
Sistema de geração de energia a biogás: São adotados dois grupos geradores a gás de 100 kW, utilizando como combustível biogás produzido por digestores anaeróbios. Após tratamentos de purificação como dessulfuração e desidratação, o biogás é enviado aos grupos geradores para combustão e geração de energia. Cada unidade consome 48 metros cúbicos de biogás por hora, com uma eficiência de geração de energia de 42%, e gera uma grande quantidade de calor residual (o calor residual máximo de uma única unidade é de 286 kW), proporcionando uma fonte estável para recuperação de calor residual. Os grupos geradores são equipados com dispositivos de dessulfurização de biogás, que podem remover efetivamente o sulfeto de hidrogênio do biogás, evitar a corrosão do equipamento e garantir-operação estável do sistema a longo prazo.
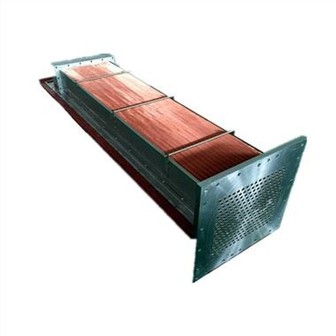
Sistema de recuperação de calor residual: O equipamento principal inclui trocador de calor de gases de combustão, trocador de calor de água na camisa do cilindro e bomba de circulação, todos projetados e fabricados pela VRCOOLER (Changzhou Vrcooler Refrigeration Co., Ltd.), uma empresa profissional com rica experiência em P&D e produção de equipamentos de troca de calor, com certificação de sistema de qualidade internacional ISO 9001. O sistema adota um design de "troca de calor de circuito duplo" e os principais componentes de troca de calor dos recuperadores de calor residuais são estruturas de tubos aletados - os tubos aletados são feitos enrolando helicoidalmente tiras de aletas ao redor da circunferência do tubo, com aletas corrugadas na parede externa para aumentar significativamente a área de troca de calor e melhorar o desempenho da transferência de calor. Por um lado, o calor residual dos gases de combustão de alta-temperatura descarregado dos grupos geradores é recuperado através do trocador de calor de gases de combustão com tubo aletado VRCOOLER, aquecendo o meio circulante (uma mistura de anticongelante e água) a cerca de 58 graus; por outro lado, o calor residual da água da camisa do cilindro dos grupos geradores é recuperado através do trocador de calor de água da camisa do cilindro com tubo aletado VRCOOLER, aumentando ainda mais a temperatura do meio circulante para acima de 65 graus, garantindo que a temperatura da fonte de calor atenda às necessidades de isolamento dos digestores anaeróbicos. O sistema de recuperação de calor residual VRCOOLER está equipado com um dispositivo inteligente de controle de temperatura, que pode ajustar automaticamente a eficiência da troca de calor de acordo com a temperatura dos gases de combustão e a temperatura do meio circulante, reduzindo a perda de calor residual. Os testes mostram que a eficiência de recuperação de calor residual do sistema é superior a 85%, o que pode recuperar totalmente os recursos de calor residual gerados durante a geração de energia, graças ao excelente desempenho de transferência de calor da estrutura do tubo com aletas e ao design profissional do VRCOOLER.
Sistema de isolamento de digestor anaeróbico: Todos os 8 digestores anaeróbicos adotam um projeto estrutural de "aquecimento da bobina interna + camada de isolamento externa". Bobinas resistentes a altas-temperaturas e corrosão-são colocadas ao redor da parede interna dos digestores, e o meio circulante troca calor com o líquido de fermentação nos digestores através das bobinas para alcançar um aumento uniforme de temperatura dentro dos digestores; uma camada isolante de espuma de cimento com 15 cm de espessura é colocada na parede externa dos digestores. O cimento espumado tem bom desempenho de isolamento térmico, o que pode efetivamente reduzir a perda de calor dentro dos digestores. De acordo com cálculos de simulação numérica, sob este esquema de isolamento, a perda total de calor dos digestores anaeróbicos pode ser controlada dentro de 428,24MJ·d⁻¹, garantindo um efeito de isolamento estável. Ao mesmo tempo, os digestores anaeróbicos adotam uma estrutura intestinal biônica, que não necessita de dispositivos de agitação mecânica, possui estrutura simples e baixo consumo de energia, podendo realizar a separação dinâmica de cada etapa da fermentação e melhorar a eficiência da fermentação.
Sistema de controle inteligente: Um sistema de controle inteligente PLC é adotado para monitorar-em tempo real mais de 200 indicadores, como a temperatura do líquido de fermentação nos digestores anaeróbicos, a temperatura do meio circulante, a temperatura dos gases de combustão e os parâmetros operacionais dos grupos geradores. A velocidade da bomba de circulação e a eficiência da troca de calor residual são ajustadas automaticamente através de programas predefinidos para garantir que a temperatura dentro dos digestores anaeróbicos seja mantida de forma estável na faixa ideal de fermentação de 35±0,5 graus. Quando a temperatura no interior dos digestores é inferior ao valor predefinido, o sistema aumenta automaticamente o volume de fornecimento de calor residual; quando a temperatura é superior ao valor predefinido, reduz automaticamente o volume de fornecimento de calor residual. Ao mesmo tempo, o excesso de calor residual pode ser utilizado para aquecimento na fase de pré-tratamento das matérias-primas de fermentação, realizando a utilização do calor residual em cascata e melhorando a eficiência da utilização de energia.
(III) Otimização de Processos Chave
1. Otimização da troca de calor residual: Através do método de simulação numérica de dinâmica de fluidos computacional (Fluente), o campo de temperatura dentro do digestor anaeróbico é simulado e analisado, e a densidade do layout da bobina e o caminho de troca de calor são otimizados para garantir uma distribuição uniforme da temperatura dentro dos digestores, evitando temperatura local excessiva ou insuficiente que afeta a atividade microbiana. Ao mesmo tempo, determina-se que o efeito de isolamento é ideal quando a temperatura de fornecimento de ar quente é de 35 graus.
2. Seleção do material de isolamento: Depois de comparar o desempenho de vários materiais de isolamento, a espuma de cimento é selecionada como material para a camada externa de isolamento dos digestores anaeróbicos. Este material tem como vantagens um bom efeito de isolamento, baixo custo, resistência à corrosão, proteção ambiental e não-toxicidade. Comparado com materiais de isolamento de poliuretano tradicionais, pode reduzir o custo de isolamento em mais de 15% e reduzir o impacto ambiental.
3. Otimização do sistema de circulação: um sistema de circulação-fechado é adotado e o meio circulante pode ser reutilizado para reduzir o consumo de recursos hídricos. Ao mesmo tempo, filtros e dispositivos de descalcificação são instalados na tubulação de circulação para evitar bloqueios e incrustações na tubulação, prolongar a vida útil do equipamento e reduzir os custos de operação e manutenção.
III. Processo de implementação do projeto
(I)Estágio Preparatório (1-2 meses)
Uma equipe técnica foi organizada para conduzir a-investigação do projeto no local. Combinado com a escala dos digestores anaeróbicos, os parâmetros dos grupos geradores e as condições climáticas locais na Baviera, o esquema de projeto do sistema de recuperação de calor residual foi otimizado em cooperação com a equipe técnica do VRCOOLER, e o modelo dos trocadores de calor de tubo aletado VRCOOLER, o esquema de layout da bobina, as especificações do material de isolamento e os parâmetros do sistema de controle inteligente foram determinados; equipamentos principais, como trocadores de calor de gases de combustão com tubo aletado VRCOOLER, trocadores de calor de água com camisa de cilindro VRCOOLER, bombas de circulação, materiais de isolamento de espuma de cimento e instrumentos inteligentes de controle de temperatura foram adquiridos para garantir que a qualidade do equipamento atenda aos requisitos de engenharia - Os trocadores de calor do VRCOOLER adotam materiais de aço inoxidável e alumínio de alta-qualidade para tubos e aletas, com boa resistência à corrosão e alta-resistência à temperatura, adaptando-se ao ambiente de trabalho severo de gás de combustão-de alta temperatura e água da camisa do cilindro; foi ministrada formação técnica ao pessoal da construção para esclarecer o processo de construção, especificações de segurança e padrões de qualidade, com foco na formação das competências de instalação do sistema de recuperação de calor residual de tubos aletados VRCOOLER e na construção do isolamento dos digestores anaeróbicos.
(II)Etapa de Instalação e Construção de Equipamentos (3-4 meses)
1. Instalação do sistema de recuperação de calor residual: Primeiro, o trocador de calor de gás de combustão com tubo aletado VRCOOLER e o trocador de calor de água com camisa de cilindro com tubo aletado VRCOOLER foram instalados fixamente de acordo com as especificações do fabricante e-os requisitos de projeto no local. A tubulação de gás de combustão e a tubulação de água da camisa do cilindro entre os trocadores de calor e o grupo gerador foram conectadas, e o tratamento de vedação da tubulação foi feito para evitar vazamento de calor residual - os trocadores de calor de tubo aletado VRCOOLER são equipados com bobinas revestidas-resistentes à corrosão, que podem resistir efetivamente à corrosão de vestígios de substâncias ácidas no gás de combustão, garantindo uma operação estável-de longo prazo. Em seguida, a bomba de circulação e a tubulação de circulação foram instaladas, o instrumento inteligente de controle de temperatura foi conectado ao sistema de controle PLC e o comissionamento do equipamento foi concluído em conjunto com a equipe técnica pós{7}}de vendas do VRCOOLER para garantir a operação normal do sistema de recuperação de calor residual e aproveitar ao máximo as vantagens de transferência de calor da estrutura de tubo com aletas.
2. Construção de isolamento de digestores anaeróbicos: Primeiro, a parede externa dos digestores anaeróbicos foi limpa e sem ferrugem, depois a camada de isolamento de cimento espumado foi colocada para garantir que a camada de isolamento fosse uniforme em espessura, livre de danos e vazios; bobinas resistentes a altas-temperatura e corrosão- foram colocadas na parede interna dos digestores, conectadas à tubulação de circulação, e um teste de pressão da água foi realizado para garantir que não houvesse vazamento das serpentinas; sensores de temperatura dentro dos digestores foram instalados e conectados ao sistema de controle inteligente para realizar o monitoramento-da temperatura em tempo real.
3. Comissionamento de ligação do sistema: Após a conclusão da instalação de todos os equipamentos, o comissionamento de ligação do sistema foi realizado para simular todo o processo de operação do grupo gerador, recuperação de calor residual e isolamento do digestor anaeróbico, parâmetros de depuração como precisão de controle de temperatura, velocidade da bomba de circulação e eficiência de troca de calor, resolver problemas como vazamento de tubulação e controle de temperatura impreciso durante o comissionamento, e garantir que todos os links do sistema operem sinergicamente e atendam aos requisitos de projeto.
(III) Fase de Operação Experimental e Aceitação (1 mês)
Após a qualificação do comissionamento da ligação do sistema, ele entrou na fase de operação experimental. Durante a operação experimental, indicadores como estabilidade de temperatura dentro dos digestores anaeróbicos, eficiência de recuperação de calor residual e status operacional dos grupos geradores foram monitorados-em tempo real, dados relevantes foram registrados e os parâmetros do sistema de controle foram otimizados e ajustados; após a operação experimental, uma equipe de profissionais foi organizada para realizar a aceitação do projeto, com foco na verificação da eficiência da recuperação do calor residual, do efeito de isolamento dos digestores anaeróbios e da estabilidade de operação dos equipamentos. Após a aceitação qualificada, o projeto foi oficialmente colocado em operação.

4. Efeito da operação do projeto e análise de benefícios
(I)Efeito da Operação
Após a entrada oficial do projeto, foi realizada a recuperação eficiente do calor residual da geração de energia a biogás e o isolamento a temperatura constante dos digestores anaeróbicos, com efeitos operacionais notáveis, refletidos especificamente nos seguintes aspectos:
Controle de temperatura estável: Através do efeito sinérgico do sistema de controle inteligente e do sistema de recuperação de calor residual, a temperatura dentro dos digestores anaeróbicos é mantida de forma estável na faixa ideal de fermentação de 35±0,5 graus. Mesmo quando a temperatura ambiente cai abaixo de 0 graus no inverno, a flutuação de temperatura dentro dos digestores não excede ±1 grau, o que resolve completamente o problema da temperatura instável no método de isolamento tradicional e fornece um ambiente de crescimento adequado para metanógenos.
Eficiência de Fermentação Melhorada: O ambiente estável de temperatura constante melhora significativamente a eficiência da fermentação anaeróbica e as vantagens dos digestores anaeróbicos intestinais biônicos são totalmente exercidas. O ciclo de fermentação é reduzido de 28 para 21 dias, a produção de biogás aumenta em mais de 25%, a produção diária de biogás aumenta de 1.200 metros cúbicos para 1.500 metros cúbicos e a pureza do biogás (teor de metano) é mantida de forma estável em 60% -65%, fornecendo combustível suficiente para a geração de energia.
Recuperação eficiente de calor residual: A eficiência de recuperação de calor residual do sistema é superior a 85%, e o calor residual diário recuperado por 2 grupos geradores pode atender às necessidades completas de isolamento de 8 digestores anaeróbicos, substituindo completamente os métodos tradicionais de aquecimento elétrico e aquecimento de caldeira a vapor, realizando a utilização de recursos de calor residual e reduzindo o desperdício de energia.
Operação estável do sistema: Todo o sistema possui um alto grau de automação e o sistema de controle inteligente pode realizar operação autônoma, reduzindo significativamente a carga de trabalho de operação e manutenção. Desde a operação experimental, a taxa de falhas do equipamento foi inferior a 3%, a estabilidade do sistema é boa e os custos de operação e manutenção foram efetivamente reduzidos.
(II)Análise de Benefícios
1. Benefícios Econômicos
Após a implementação do projecto, os benefícios económicos são significativos, reflectidos principalmente em três aspectos: primeiro, poupança nos custos de aquecimento. A substituição do aquecimento eléctrico tradicional e do aquecimento por caldeira a vapor pode poupar cerca de 1200 euros em custos de electricidade e combustível por dia, e mais de 430.000 euros em custos anuais de operação; segundo, aumentar a receita de geração de energia. A produção de biogás aumenta 25%, gerando cerca de 900 kWh a mais de eletricidade por dia. De acordo com o preço da-eletricidade local na rede de 0,65 euros/kWh, a receita adicional anual de geração de energia é de cerca de 210.000 euros; terceiro, reduzindo os custos de operação e manutenção. O sistema funciona automaticamente, reduzindo 2 funcionários de operação e manutenção, poupando cerca de 120.000 euros em custos anuais de mão-de-obra. Cálculos abrangentes mostram que o projeto acrescenta cerca de 760.000 euros em benefícios económicos anuais, com um período de retorno do investimento de apenas 2,5 anos. Ao mesmo tempo, o rendimento anual da venda de electricidade pode atingir 20.281 euros, e o custo anual é de apenas 4.047 euros, mostrando vantagens económicas proeminentes.
2. Benefícios Ambientais
Primeiro, reduzindo o consumo de energia. A recuperação e utilização do calor residual da geração de energia a biogás pode poupar cerca de 120 toneladas de carvão padrão por ano, reduzindo a poluição atmosférica causada pela combustão do carvão; segundo, reduzir as emissões de gases com efeito de estufa. A substituição dos métodos tradicionais de aquecimento pela recuperação de calor residual pode reduzir as emissões de dióxido de carbono em cerca de 8.000 toneladas por ano, ajudando a alcançar o objectivo do “carbono duplo”; terceiro, realizar a utilização de recursos de resíduos. A conversão de estrume de gado e aves e a criação de águas residuais em biogás e fertilizante orgânico reduzem as emissões de resíduos, melhoram a qualidade do ambiente circundante e permitem "transformar resíduos em tesouro".
3. Benefícios Sociais
Em primeiro lugar, resolve o problema do tratamento de resíduos da pecuária e da avicultura, evita a poluição do solo, da água e do ar por estrume e águas residuais e melhora o ambiente ecológico local; segundo, fornece eletricidade limpa, complementa o fornecimento de energia local e alivia a escassez regional de energia; em terceiro lugar, promove o desenvolvimento da indústria de utilização de recursos de resíduos agrícolas, fornece um caso de referência para a recuperação de calor residual e utilização de centrais eléctricas de biogás semelhantes, impulsiona o desenvolvimento de novos projectos energéticos nas áreas circundantes e promove o desenvolvimento verde e sustentável da agricultura.
V. Resumo e Perspectivas do Projeto
(I) Resumo do Projeto
Ao introduzir a tecnologia de recuperação de calor residual de geração de energia a biogás, este projeto recupera o calor residual dissipado durante a operação dos grupos geradores para o isolamento de digestores anaeróbicos, formando um-sistema de utilização de energia em circuito fechado de "fermentação anaeróbica - geração de energia de biogás - recuperação de calor residual - isolamento de temperatura constante". Ele resolve completamente os problemas de alto consumo de energia, temperatura instável e alto custo de operação do isolamento do digestor anaeróbico tradicional. Após a implementação do projeto, não só melhora a eficiência da fermentação anaeróbica e a produção de biogás, como também realiza a utilização de recursos de calor residual, mas também obtém benefícios económicos, ambientais e sociais significativos. Ele verifica a viabilidade e superioridade do uso de calor residual de geração de energia a biogás para isolamento de digestores anaeróbicos e fornece um esquema prático e viável para a transformação-de economia de energia de usinas de energia a biogás de médio-tamanho.
A chave para a implementação bem-sucedida do projeto reside na combinação das características estruturais dos digestores anaeróbicos intestinais biônicos, otimizando a troca de calor e os parâmetros de isolamento por meio de simulação numérica, selecionando materiais de isolamento apropriados e o equipamento de recuperação de calor residual de tubo aletado VRCOOLER - a estrutura de tubo aletado dos trocadores de calor expande efetivamente a área de troca de calor em 4-6 vezes em comparação com tubos simples, melhorando significativamente a eficiência da recuperação de calor. Com os recursos profissionais de design e fabricação do VRCOOLER e a combinação com o sistema de controle inteligente, são alcançados controle preciso da temperatura e utilização eficiente do calor residual, evitando o impacto do desperdício de calor e da flutuação de temperatura na eficiência da fermentação.
(II) Perspectivas Futuras
No futuro, com base na experiência de implementação deste projecto, optimizaremos ainda mais o sistema de recuperação de calor residual, melhoraremos a eficiência da recuperação de calor residual, exploraremos o modo de utilização de calor residual em cascata e utilizaremos o excesso de calor residual para aquecimento no parque de reprodução e pré-tratamento de matérias-primas de fermentação para melhorar ainda mais a eficiência da utilização de energia; ao mesmo tempo, introduzir a tecnologia de gêmeo digital para construir um modelo de gêmeo digital do sistema de fermentação anaeróbica e recuperação de calor residual, realizar monitoramento-em tempo real, alerta precoce de falhas e otimização de parâmetros do status de operação do sistema, além de melhorar o nível de inteligência do sistema; além disso, promover o esquema técnico deste projeto para usinas de energia a biogás em outras áreas, como pecuária e avicultura e tratamento de resíduos alimentares, ajudar mais novos projetos de energia a alcançar a conservação de energia e a redução de carbono, e promover o desenvolvimento-de alta qualidade da indústria de energia verde.